


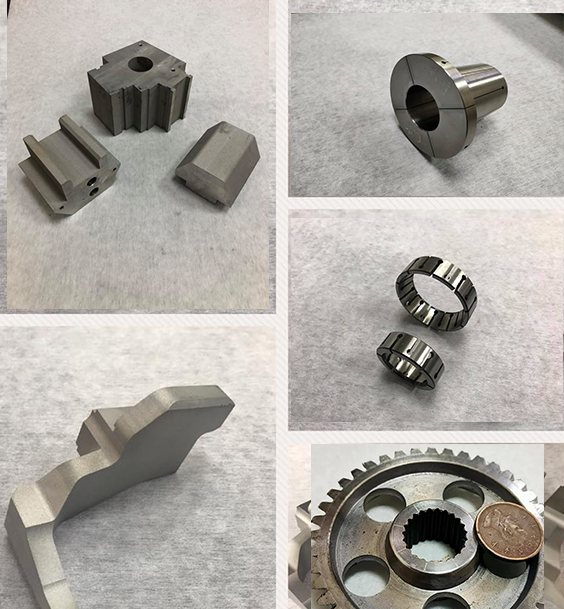
改善線切割加工表面粗糙度的措施
電火花線切割加工表面粗糙度超值的主要原因是加工過程不穩定及工作液不幹凈,現提出以下改善措施。保證貯絲筒和導輪的製造和安裝精度,控制貯絲筒和導輪的軸向及徑向跳動,導輪轉動要靈活,防止導輪跳動和擺動,有利於減少鉬絲的振動,促進加工過程的穩定。
數控電火花線切割加工原理
為了電火花加工的順利進行,必須創造條件保證每來一個電脈衝時在電極絲和工件之間產生的是火花放電而不是電弧放電。首先必須使兩個電脈衝之間有足夠的間隔時間,使放電間隙中的介質消電離,即使放電通道中的帶電粒子複合為中性粒子,恢複本次放電通道處間隙中介質的絕緣強度,以免總在同一處發生放電而導致電弧放電。一般脈衝間隔應為脈衝寬度的4倍以上。
電火花線切割機在模具加工中的正確應用
在模具加工中,電火花線切割加工技術得到了廣泛的應用,但在線切割加工過程中,模具易產生變形和產生裂紋,造成零件的報廢,使得成本增加等問題屢屢發生。所以,線切割加工中模具的變形和開裂問題,也越來越引起人們的關注,多年來,人們對線切割加工的變形和開裂認識不夠,往往造成線切割加工部門與來料加工者之間相互推脫責任,產生矛盾。
數控線切割加工條件選擇
加工條件的選用包括脈衝電源參數的選擇、工作液的選擇、電極絲的選擇。 1、脈衝電源參數的選擇 1)波形(GP)的選擇 數控線切割有兩種波形可供選擇:
電火花線切割加工時電極絲和工件之間的脈衝放電
電火花線切割加工時,為了獲得比較好的表面粗糙度和高的尺寸精度,並保證電極絲不被燒斷,應選擇好相應的脈衝參數,並使工件和鉬絲之間的放電必須是火花放電,而不是電弧放電。
電火花基本知識
一、什麼是電火花加工 電火花是一種自激放電,其特點如下: 火花放電的兩個電極間在放電前具較高的電壓,當兩電極接近時,其間介質被擊穿后,隨即發生火花放電。伴隨擊穿過程,兩電極間的電阻急劇變……